20 000 р.
А ваша компания есть в справочнике?
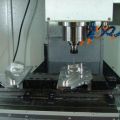
Литье пластмасс
 Проектирование пресс-формы;
Изготовление пресс-форм;
Литье пластмасс под давлением
Производство пластмассовых изделий.
Проектирование пресс-формы;
Изготовление пресс-форм;
Литье пластмасс под давлением
Производство пластмассовых изделий.
проектирование и изготовление чертежей требуемого изделия из пластмассы;
проектирование и изготовление пресс-форм;
литье пластмасс и пластиковых изделий под давлением на термопластавтоматах (ТПА);
штамповка металла.
Возможности:
1. Наше предприятие имеет возможность выполнять заказы на серийное, мелкосерийное и штучное производство.
2. Мы готовы к долгосрочному сотрудничеству, а также можем выполнять индивидуальные разовые работы.
3. Все оборудование находится в собственности предприятия.
4. Сложившийся профессиональный коллектив выполняет работу качественно и в согласованные сроки. При необходимости, работа на участках может осуществляться в три смены.
5. На предприятии имеется слесарный участок для вспомогательных работ,
контрольно–измерительное оборудование, склад готовой продукции.
6. Принимаем заказы на следующие виды производственных работ:
- изготовление пресс-форм
- литьё пластмасс под давлением на пресс-формах заказчика,
- штамповка металла на прессах усилием от 2,5 до 100 т на оснастке заказчика.
7. При производстве обеспечивается постоянный выходной контроль качества изготавливаемых изделий.
литье пластмасс под давлением, изготовление пресс-форм
полиэтилен низкого давления (ПНД);
полипропилена (ПП);
полистирол псм 525;
полеамид 210 кс;
ABS пластик;
армамид.
Прозрачные полиуретаны
Имитируют АБС, ПК (поликарбонат) и ПММА (акриловая смола)
Устойчивы к ультрафиолету
Выдерживают температуру
до 105 ºС
Доступно литье из пластиков
с толщинами до 5мм, до 10мм,
до 50мм
Пластики отличаются уровнем прозрачности при разных толщинах
Прозрачные полиуретаны поддаются колеровке, также возможно делать закладные и нарезать резьбу
Твердые полиуретаны
Имитируют АБС пластик
Стандартно льем детали из черного пластика, возможно окрашивание в любой цвет по таблице RAL classic
Материалы отличаются по прочности и термостойкости
Возможно литье из черного пластика с термостойкостью
до 130 ºС – характеристики
Отлитые изделия могут иметь матовую или глянцевую поверхность
Возможно делать закладные и нарезать резьбу
Гибкие полиуретаны
Сопоставимы с каучуком с различной твердостью по Шору А
Стандартно используем три вида материала с твердостью:
30А, 40А и 60А
Возможно литье из резиноподобного материала
с твердостью 80А и 90А
Стандартно льем черный полиуретан, возможно окрашивание по RAL classic
Отлитые изделия могут иметь матовую или глянцевую поверхность
Возможно делать закладные
Литье под давлением – это технологический процесс, в ходе которого исходный материал впрыскивается в специальную пресс-форму, после чего линейно застывает, то есть возле холодных стенок формы застывание происходит быстрее, чем в центре.
Для литья пластмасс под давлением обычно используют гранулы термопластов, термоэластопластов или термореактивов. Этот вид изготовления изделий из пластмассявляется одним из самых распространенных, что обусловлено. Его простотой и дешевизной для массового производства.
Литье под давлением осуществляется на специальном оборудовании - термопластавтоматах, которые контролируются электроникой и автоматикой. Литье резины под давлением или другого термореативного материала осуществляется в реактопластавтоматах.
Литье под давлением применяют преимущественно для изготовления изделий из термопластов. Осуществляют под давлением 80-140 МПа на литьевых машинах поршневого или винтового типа, имеющих высокую степень механизации и автоматизации (рис. 1). Литьевые машины осуществляют дозирование гранулир. материала, перевод его в вязкотекучее состояние, впрыск (инжекцию) дозы расплава в литьевую форму, выдержку в форме под давлением до его затвердевания или отверждения, размыкание формы и выталкивание готового изделия.
При переработке термопластов методом литья под давлением литьевую форму термостатируют (температура ее не должна превышать температуры стеклования или температуры кристаллизации), а при переработке реактопластов нагревают до температуры отверждения. Давление литья зависит от вязкости расплава материала, конструкции литьевой формы, размеров литниковой системы и формуемых изделий. Литье при сверхвысоких давлениях (до 500 МПа) уменьшает остаточные напряжения в материале, увеличивает степень ориентации кристаллизующихся полимеров, что способствует упрочнению материала и обеспечивает более точное воспроизведение размеров деталей.
Рис. 1. Литьевая машина: 1 -материальный цилиндр; 2 - нагревательные элементы; 3-винт (шнек); 4-каналы охлаждения; 5-бункер для материала; 6-гидродвигатель; 7-редуктор; 8-гидроцилиндр узла впрыска; 9-манометр; 10, 17-неподвижные плиты; 11 - направляющие колонки; 12-литьевая форма; 13-подвижная плита; 14-колесно-рычажный механизм; 15-гидро-цилиндр узла смыкания; 16-гайки; 18-упор; 19-сопло.
Давление в литьевой форме при заполнении расплавом полимера повышается постепенно (в конце выдержки под давлением достигает 30-50% от давления литья) и распределяется по длине оформляющей полости неравномерно вследствие высокой вязкости расплава и быстрого ее нарастания при охлаждении формы. Литье резины под давлением и реактопластов происходит, наоборот, при нагреве литьевой прессформы.
Литье под давлением позволяет изготовлять детали массой от долей грамма до нескольких килограммов. При выборе машины для формования изделия учитывают объем расплава, необходимый для его изготовления, и усилие смыкания, требующееся для удержания формы в замкнутом состоянии в процессе заполнения расплавом оформляющей полости.
Для выравнивания давления и улучшения условий заполнения формы применяют литье под давлением с предварит. сжатием расплава, инжекционное прессование, литье под давлением с наложением механический колебаний и др. методы.
Литье под давлением с предварительным сжатием расплава осуществляют на литьевой машине, сопловый блок которой снабжен краном. При закрытом кране производят сжатие расплава полимера в материальном цилиндре машины до давления литья. После открытия крана расплав под высоким давлением с большой скоростью заполняет полость литьевой формы и дополнительно нагревается за счет работы сил трения. Для предотвращения механодеструкции пластмасс скорость течения расплава по литниковым каналам иногда ограничивают. Предварительное сжатие расплава позволяет в 1,5-2 раза уменьшить время заполнения формы и увеличить путь течения расплава до момента его застывания, что позволяет отливать длинномерные тонкостенные детали.
Изготовление пластмассовых изделий: сложность изделия и цветовой оттенок — не имеют значения. Мы выполняем изделия из пластмасс и резины на заказ от 1 детали за несколько дней, с гарантией!
Другие товары и услуги компании:
Проектирование и изготовление пресс-форм, литформ, штампов. Литье стали по ЛГМ и ЛВМ

Выполняем литье стали, чугуна, бронзы, нержавеющей стали по методу ЛГМ, ХТС и выплавляемым моделям. Проектируем и изготавливаем литейную оснастку.

Выполняем литье чугуна в землю, хтс, по газофицируемым моделям. Изготавливаем оснастку под литье чугуна

Литье по газифицируемым моделям. Выполняем точное литье стали по низким ценам.
Товары и услуги других компаний:
Изготовим пресс-формы для литья пластмассовых изделий под давлением.
1 р.

Окажем услуги по литью пластмассовых изделий под давлением. Современные ТПА, качественно, недорого.
1 р.
Информация о продавце
- +7 (937) 390-93-55
- г. Чебоксары,
- точноелитье.рф
Литье стали ЛГМ и ЛВМ. Литье нержавеющей стали. Ремонт станков. Мехобработка. Проектирование и изготовление пресс-форм, штампов и иной оснастки. Литье пластмасс.